Introduction
Soldering operations in electronics manufacturing generate more than just visible smoke. When flux compounds are heated during soldering, they release volatile organic compounds (VOCs), resin vapors, odors, and fine airborne contaminants that can accumulate rapidly in enclosed workspaces. While particulate filters capture smoke particles, gaseous contaminants require a different filtration approach.
An activated carbon soldering fume extractor is specifically designed to remove gases, odors, and VOCs generated during soldering operations. Activated carbon filtration plays a critical role in modern soldering smoke filtration systems because it adsorbs contaminants that traditional particulate filters cannot capture effectively.
In electronics manufacturing environments where operators work in close proximity to soldering stations for extended durations, properly engineered electronics fume filters with activated carbon stages significantly improve indoor air quality and operator comfort.
With over 30 years of experience in industrial air pollution control, Powertech has implemented customized carbon filter soldering fumes solutions for electronics assembly lines, PCB manufacturing facilities, and precision soldering environments.
Key Takeaways
- Activated carbon filtration removes VOCs, odors, and flux vapors from soldering fumes.
- HEPA filters alone cannot effectively remove gaseous contaminants.
- Multi-stage filtration systems provide the best soldering smoke filtration performance.
- Proper airflow and filter maintenance are critical for filtration efficiency.
The Problem: Gaseous Contaminants in Soldering Fumes
Many soldering ventilation systems focus only on particulate filtration while ignoring gases and odors.
Causes
- Vaporization of flux compounds during soldering
- Release of VOCs and resin vapors
- Inadequate gas-phase filtration
- Overloaded or saturated carbon filters
Workplace Impact
- Persistent odors in electronics workspaces
- Reduced operator comfort
- Eye and throat irritation
- Poor indoor air quality
Safety Risks
According to the Occupational Safety and Health Administration (OSHA), soldering operations may release airborne contaminants that require effective ventilation and filtration.
The National Institute for Occupational Safety and Health (NIOSH) recommends local exhaust ventilation and proper filtration for soldering applications.
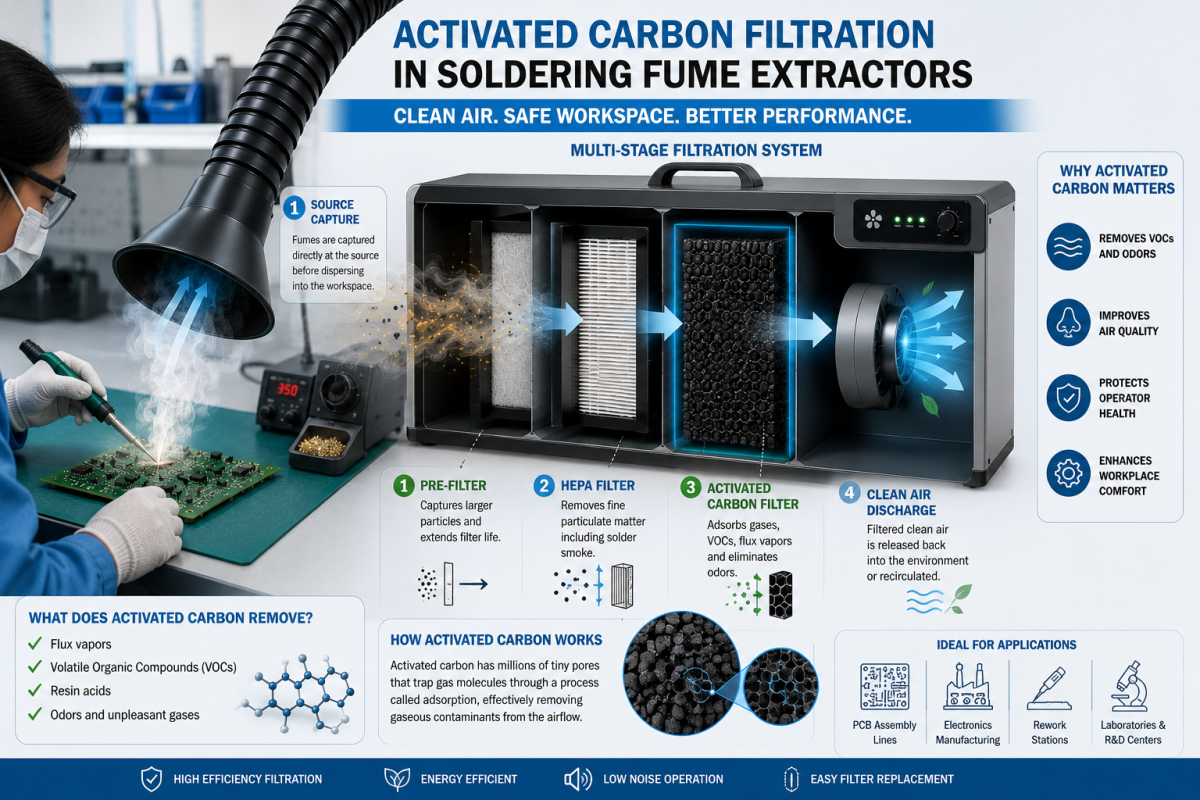
Technical Explanation: How Activated Carbon Filtration Works
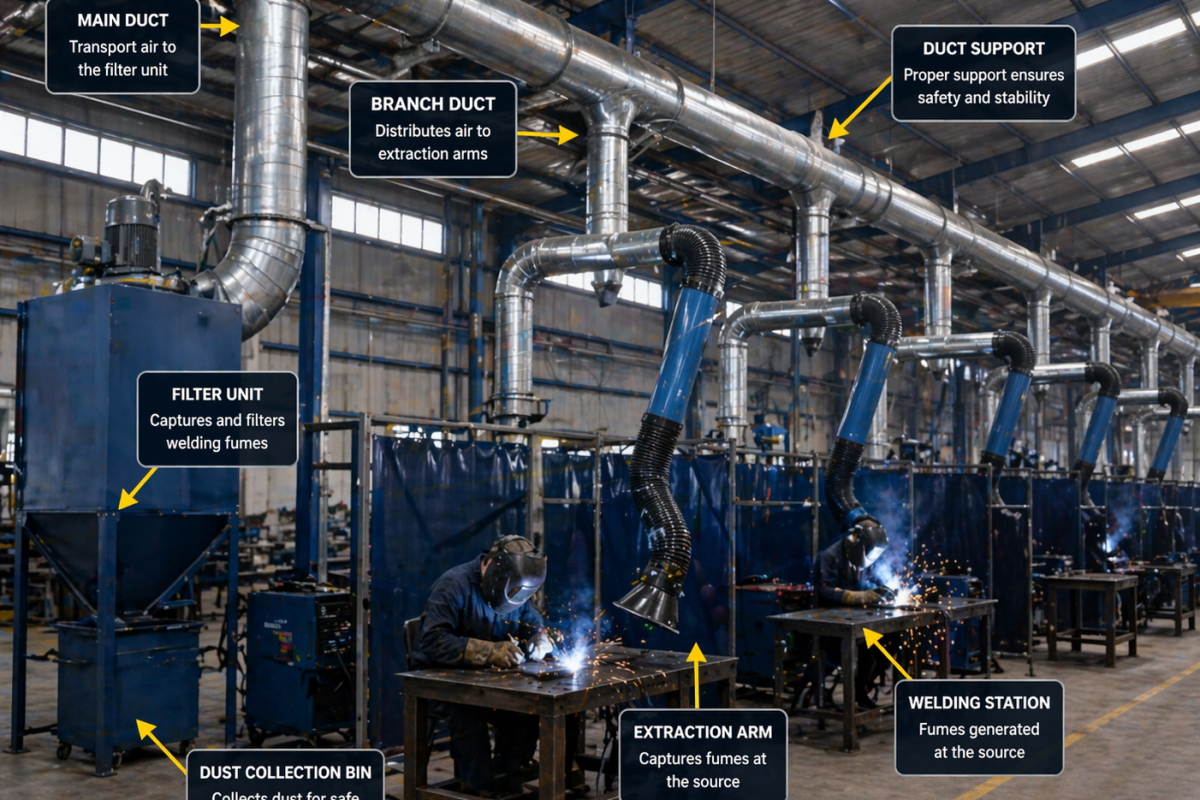
Step 1: Source Capture
Fumes are captured directly at the soldering point using a hood or nozzle.
Typical Position
- 50–150 mm from source
- Aligned with rising fumes
Effective source capture improves overall filtration performance.
Step 2: Particulate Pre-Filtration
Before air reaches the carbon filter:
- Larger particles are removed
- Fine particulate is captured using HEPA filtration
This prevents premature carbon filter saturation.
Step 3: Activated Carbon Adsorption
The filtered air passes through activated carbon media.
How It Works
- Activated carbon contains millions of microscopic pores
- VOC molecules adhere to the carbon surface
- Odors and gases are adsorbed from the airflow
Activated carbon is highly effective for gas-phase filtration.
Step 4: Clean Air Discharge
After filtration:
- Cleaned air is discharged safely
- Or recirculated into the workspace if filtration efficiency is sufficient
Filtration Stages in Soldering Fume Extractors
| Filtration Stage | Function | Contaminants Removed |
|---|---|---|
| Pre-filter | Captures larger particles | Dust and coarse particulate |
| HEPA Filter | Removes fine particulate | Solder smoke particles |
| Activated Carbon Filter | Adsorbs gases and odors | VOCs and flux vapors |
| Multi-stage System | Combined protection | Mixed contaminants |
Practical Industrial Applications
PCB Assembly Lines
- Continuous soldering operations
- High concentration of flux vapors
- Multi-stage filtration systems required
Electronics Manufacturing
- Indoor air quality is critical
- Odor control is important in enclosed production areas
Rework Stations
- Portable extractors with activated carbon filters commonly used
Laboratories and R&D
- Small-scale soldering operations
- Compact filtration systems preferred
Expert Insight
From Powertech’s experience, one of the most common mistakes in soldering smoke filtration is relying only on HEPA filtration without gas-phase filtration.
Key observations:
- HEPA filters remove particulate but not odors or VOCs
- Activated carbon performance depends heavily on airflow balance and contact time
- Saturated carbon filters lose adsorption efficiency rapidly
In several electronics manufacturing facilities, upgrading to properly designed activated carbon filtration systems significantly improved operator comfort and indoor air quality.
It removes gases, odors, and VOCs generated during soldering.
No. HEPA filters remove particulate matter but not gaseous contaminants.
Replacement depends on usage and contaminant load; odor breakthrough is often a key indicator.
Yes, especially in enclosed environments with continuous soldering operations.
Flux vapors, VOCs, odors, and certain gaseous contaminants.
An activated carbon soldering fume extractor is essential for effective control of gaseous contaminants generated during soldering operations. While particulate filtration removes visible smoke, activated carbon filtration is critical for controlling odors, VOCs, and flux vapors. By implementing properly engineered soldering smoke filtration systems and high-performance electronics fume filters, industries can significantly improve indoor air quality and operator comfort. With decades of experience in industrial air pollution control, Powertech continues to provide advanced carbon filter soldering fumes solutions for electronics manufacturing environments where clean air and precision work are essential.